






We Are Here to Increase Your Knowledge With Experience
Since establishing Shri Sabhari Smelters Private Limited, we have constantly engaged in raising the bar with every milestone achieved.. We have gradually emerged as a leading and prominent name in the Lead Recycling business segment, both in the Local and International market. Along with our employees, we stay committed to a shared set of values like Courage, Achievement, Respect, Responsibility, Integrity, and Transparency. We owe our success to our valued customers and well-wishers who inspire us to grow and innovate.

Mr. R. Saravana Kumar, Managing Director
We Are Here to Increase Your Knowledge With Experience
Since establishing Shri Sabhari Smelters Private Limited, we have constantly engaged in raising the bar with every milestone achieved.. We have gradually emerged as a leading and prominent name in the Lead Recycling business segment, both in the Local and International market. Along with our employees, we stay committed to a shared set of values like Courage, Achievement, Respect, Responsibility, Integrity, and Transparency. We owe our success to our valued customers and well-wishers who inspire us to grow and innovate.
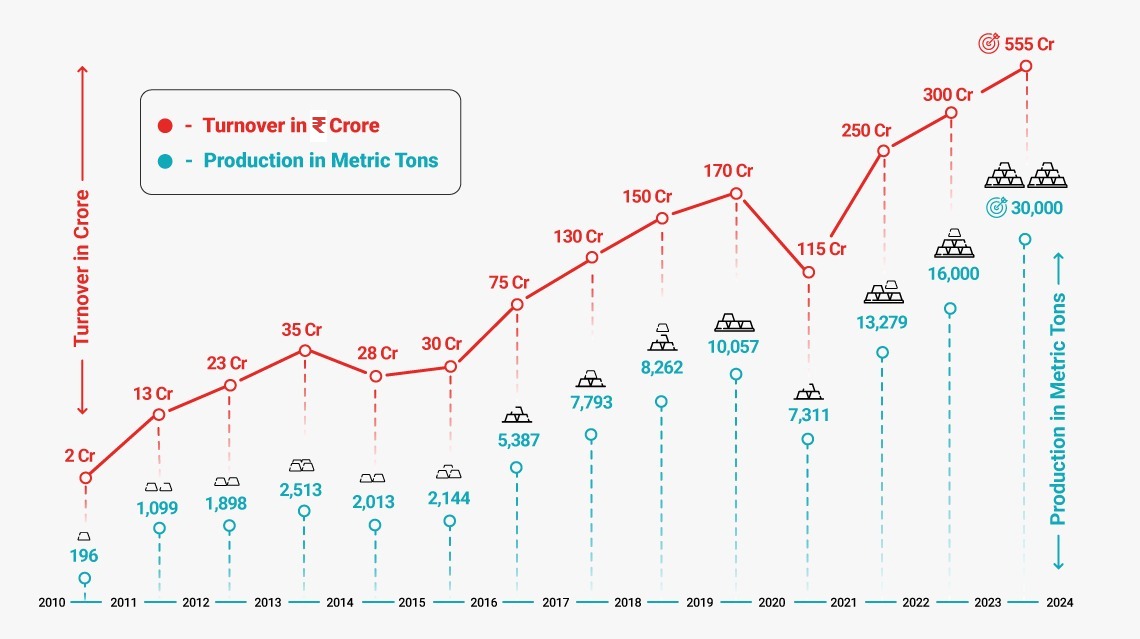
3,000 Metric
Tons Production

Rotary Furnace
Refining and Alloying Pot

Spectrolab Spectrometer from Germany for Metal analysis

Committed To Delivering of High Standard Results
Since inception, we have worked towards continuous development and incorporating sustainable practices in everything we do. Our company is a unique combination of a strong technical team, committed professionals, and a dedicated workforce. We are led by a common vision to provide specialized services to various vital business sectors using innovative strategies. Customer satisfaction is at the heart of our organisational culture and is the success formula that gives us the winning edge.
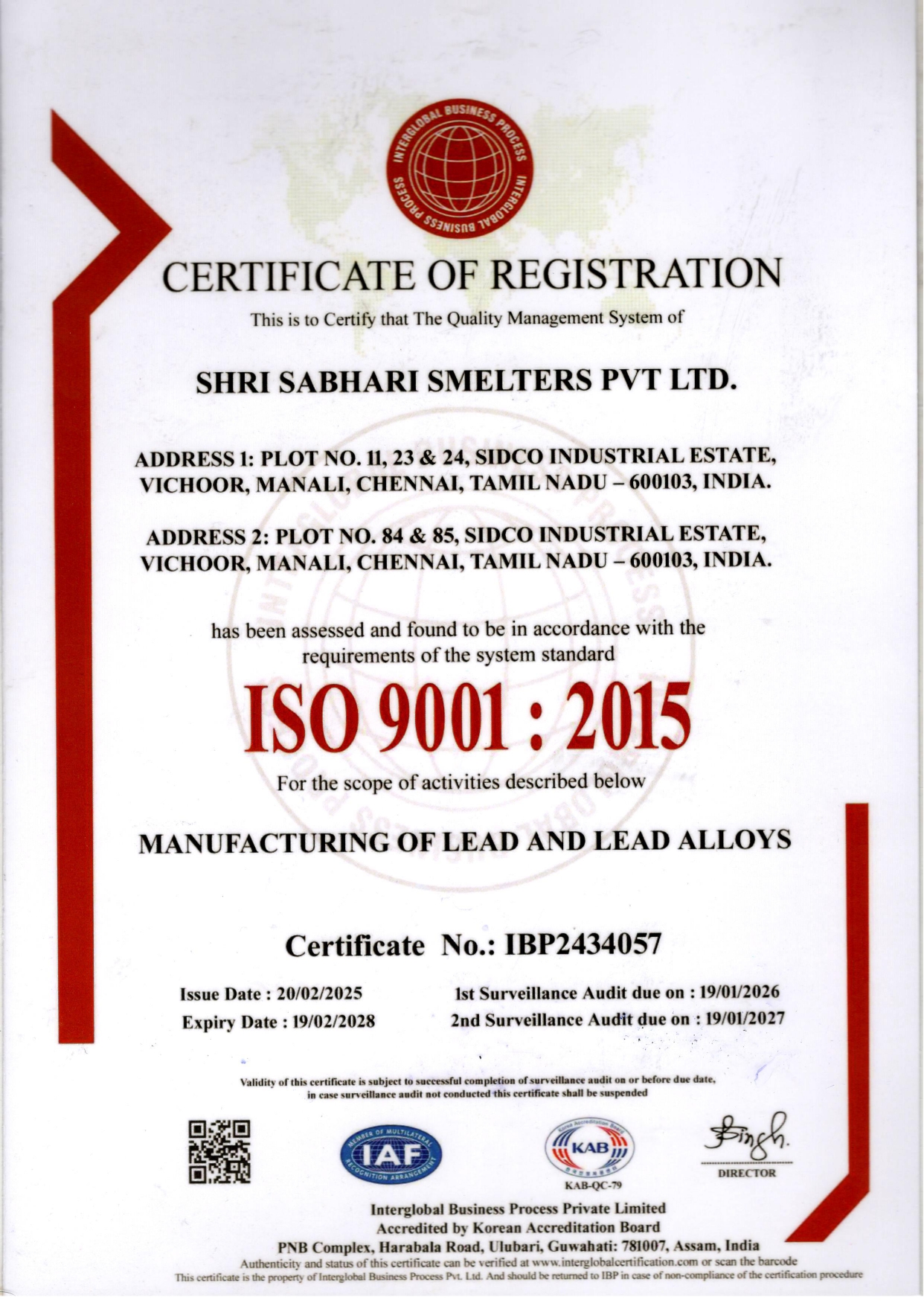
- ISO 9001:2015
- BMR Certificate
- AEO


- BMR Certificate
- SILMA0005
- ISO 9001:2015
- AEO


